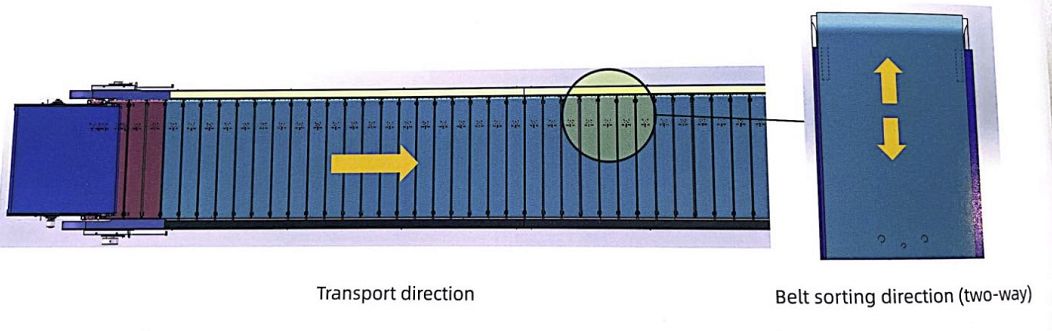
Linear cross belt sorter didorong dening motor liwat chain kanggo drive sabuk mawa bingkisan.Sawise sistem mindhai entuk informasi chute lan ukuran, ikumicu mekanisme pangalihan ing chute liwat PLC nuntut supaya sabuk troli pindhah menyang arah ngurutake siji-siji, supaya bisa ngirim bingkisan menyang chute lan entuk tujuan ngurutake bingkisan.
| Item | Paramèter | ||
| daya motor | 11kw(30-40m) | 15kw (40-50m) | 18,5kw (50-60m) |
| Ngirim jembaré | 1000 mm | ||
| Kacepetan ngirim | 1,5m/s | ||
| Jarak tengah chutes | 2200 mm | ||
| Efisiensi ngurutake maksimal | 6000PPH (Panjang paket ing 800mm) | ||
| Max ukuran sorting | 1600X1000 (LXW) | ||
| Max ngurutake bobot | 60 kg | ||
| Jembaré chute | 2400-2500 mm | ||
| Min spasi antarane parsel | 300 mm | ||
| Jarak pembawa | 15,24 mm | ||
| Jembaré sabuk | 140 mm | ||
| Ngalih sudut | 1000mm jembaré karo 25 derajat, 1200mm jembaré karo 32 derajat | ||
| Solenoid valve | |||
| Item | Paramèter | |||
| daya motor | 9kw(30-40m) | 11kw(40-50m) | 15kw(50-60m) | 18,5kw (60-100m) |
| Kacepetan ngirim | 2-2.2m/s | |||
| Min Chutes jembaré | 1000 mm | |||
| Efisiensi ngurutake maksimal | 8500PPH (Panjang paket ing 400mm) | |||
| Daya motor drum listrik | 300W | |||
| Loading bobot | 60 kg/m | |||
| Jembaré chute | 2400-2500 mm | |||
| Jarak pembawa | 15,24 mm | |||
| Jembaré sabuk | 126 mm | |||
Aplikasi
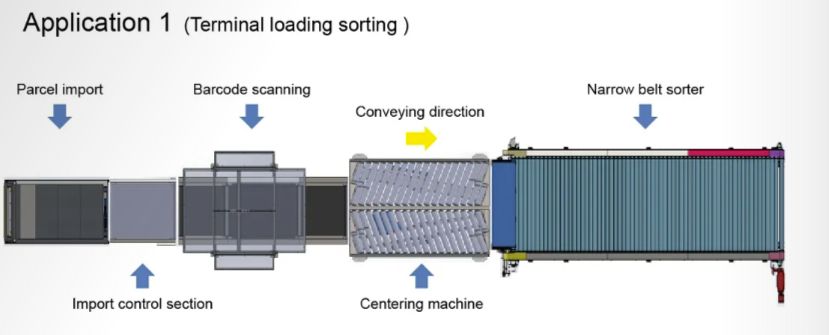
Ngurutake terminal loading
1. Parcels diimpor liwat teleskopik sabuk conveyor utawa cara liyane kanggo ngurutake baris.
2. Parcels dikontrol dening bagean kontrol impor kanggo entuk jarak bingkisan lan sawise maca informasi kothak barcode lan informasi dimensi.
3. Narrow sabuk sorter Urut menyang kothak ditetepake sawise teka liwat mesin centering.
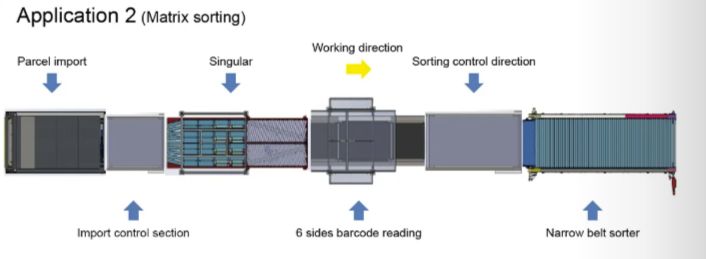
Ngurutake matriks
1. Parcels diimpor liwat teleskopik sabuk conveyor utawa cara liyane kanggo ngurutake baris.
2. Parcels padha Piece siji dikirim sawise maca sistem siji lan sawise maca informasi kothak barcode lan informasi dimensi.
3. Narrow sabuk sorter ngurutake parcels menyang kothak ditetepake sawise bagean kontrol.
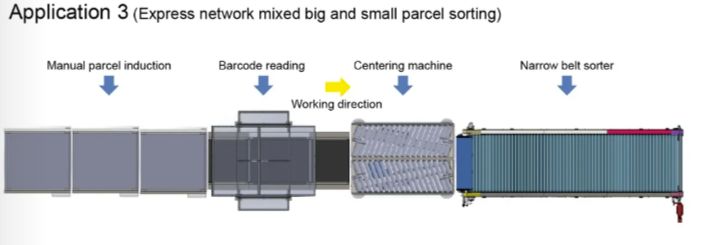
Aliran sistem mlaku
1. Pasang bingkisan kanthi manual ing sabuk induksi lan saben sabuk mung ngidini siji bingkisan supaya saben bingkisan dikontrol.
2. Parcel gird lan informasi dimensi diwaca saka maca barcode.
3. Parcels diurutake nyelehake menyang gird ditetepake sawise mesin centering.
Kasus ing situs